

石家庄鑫富达医药包装有限公司是专业生产塑料包装的知名企业,公司从业二十余年,以精湛的技术、完善的管理体系、精益求精的产品服务于广大客户。产品远销到亚洲、欧洲、南北美洲等地区。是中国兽药协会理事单位,受农业部(农业农村部)委托参与制定兽药包装团体标准。富于厚德,达于至善。
查看详情聚酯口服液瓶局部结晶度过大会引起白化现象。此现象产生有三个阶段,即瓶坯注塑时白化、瓶坯再加热时表面结晶白化、拉伸吹塑时取向结晶白化。

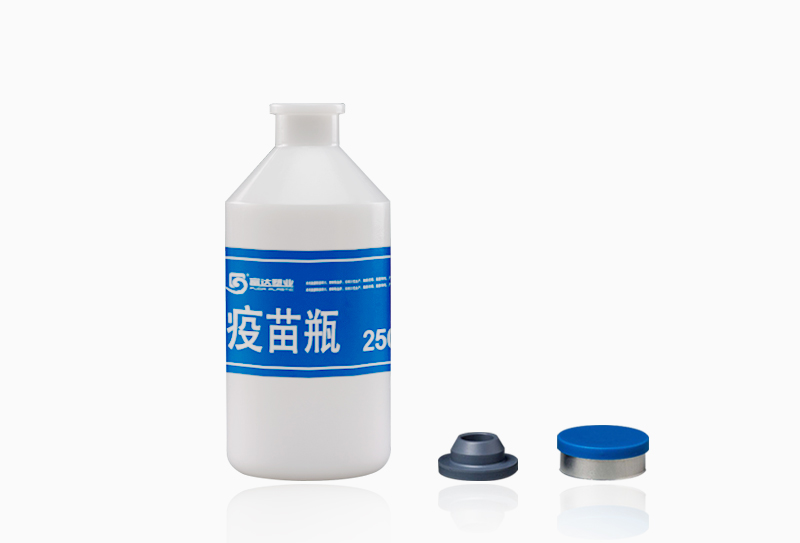
250ml口服液瓶
聚酯口服液瓶瓶坯表面局部结晶块的工艺成因不尽相同。当模具的冷却效果很好时,可能形成规则或不规则的抛物线状的雾状结晶。这主要是由于各型腔注塑速度、压力、温度协调不一致的结果。高速、高压注射时,熔料与浇口发生剪切,产生热量,溶体流动好,迅速注满型腔,并迅速得到冷却。如果因为注塑压力小、注塑速度低,一级注射未能注满型腔,则一级注射的料流前锋会因为与模壁接触不好而使温度降不到玻璃化温度一下,从而形成大量晶核;在与二级注射的料流会合时,会吸收二级注射料流的热量而结晶雾化,形状为规则的或不规则的抛物面,且抛物面的厚度有大有小。
在加热阶段PET瓶坯在相应部位易产生块状结晶。另外由于瓶坯在加热时内外温升不一样,外高内低,易使表面温度过高而结晶成雾状白化。
在拉伸吹塑阶段,由于拉伸太快或冷拉伸,而形成拉伸结晶白化。
解决方法:在实际生产中,在注塑瓶坯阶段,调节一、二级注射速度,适当提高熔料温度,可消除抛物线(或面)形状的白化。在再加热阶段,采用能使内外温升相差不大的加热方法,如用质量较好的远红外加热管、石英管,必要时可用射频加热,并尽可能缩短加热时间,可降低结晶白化的可能性。对由拉伸引起的结晶可适当降低拉伸速度来避免。




 微信扫一扫
微信扫一扫